






Co to jest prasa krawędziowa? Każdy zakład produkcyjny, który formuje z blachy wsporniki, obudowy lub panele konstrukcyjne, opiera się na jednej podstawowej ...
Przeczytaj więcej
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
3-walcowa hydrauliczna maszyna do walcowania blach
 1. Ten typ maszyny do nawijania blachy ma funkcję wstępnego zginania końca blachy, a pozostała prosta krawędź wstępnego gięcia jest mniejsza niż 2,5-krotność grubości blachy.
1. Ten typ maszyny do nawijania blachy ma funkcję wstępnego zginania końca blachy, a pozostała prosta krawędź wstępnego gięcia jest mniejsza niż 2,5-krotność grubości blachy.
2. Zastosuj technologię automatycznego poziomowania elektronicznego EPS, monitorowanie w czasie rzeczywistym i regulację w czasie rzeczywistym, automatycznie dostosuj poziomowanie górnego walca i utrzymuj równolegle górne i dolne rolki.
3. Unikalny proces gięcia tego typu walcarki do blach umożliwia realizację wstępnego gięcia na końcu, ciągłego gięcia bez tylnego narożnika, a proces gięcia jest w pełni cyfrowy.
4. Duży cyfrowy wyświetlacz dotykowy LCD, interfejs sterowania dialogiem człowiek-maszyna, wydajna i intuicyjna obsługa.
5. Stała kompensacja zakłóceń górnego walca jest połączona ze zmienną kompensacją zakłóceń dolnego walca, aby skutecznie przezwyciężyć wpływ deformacji zakłócającej i poprawić prostotę produktu.
6. Dzięki różnorodnym funkcjom zabezpieczenia przed przeciążeniem i bezpieczeństwem, blokadom, automatycznym alarmom i monitom o usterkach, mogą skutecznie zapobiegać nieprawidłowemu działaniu i chronić bezpieczeństwo sprzętu i operatorów.
7. Spawane podwozie i wspornik o wysokiej wytrzymałości, mocna konstrukcja, trwałe. Podwozie ma konstrukcję ramy, wysoki współczynnik przekroju skrętnego, mniej śrub kotwiących oraz wygodną instalację i debugowanie.
8. Cała rama jest wyżarzana, aby wyeliminować naprężenia i nigdy się nie odkształcać.
9. Walec roboczy jest kuty integralnie o grubości 42 crmo, po procesie odpuszczania i hartowania. Materiał rolki to stal 45 #, obróbka cieplna, twardość HB190 ~ 220.
10. Seria zaworów superpozycji wyboru zaworu hydraulicznego, układ rur jest prosty, łatwy w utrzymaniu i debugowaniu.
| Urządzenie do montażu rolek Urządzenie górnego wałka składa się z górnego wałka, głównego cylindra olejowego, górnego gniazda łożyska wałeczkowego i dwurzędowego łożyska wyrównującego. |  |
| Dolny wałek i urządzenie do przemieszczania poziomego Urządzenie dolnego wałka składa się z dolnego wałka, dolnego gniazda łożyska wałeczkowego, dolnego łożyska ślizgowego, dolnego koła wejściowego wałka itp. |  |
| Dolny wałek i urządzenie do przemieszczania poziomego Urządzenie napinające składa się z kombinacji napinacza, mechanizmu klinowego ukośnego i mechanizmu spiralnego. | 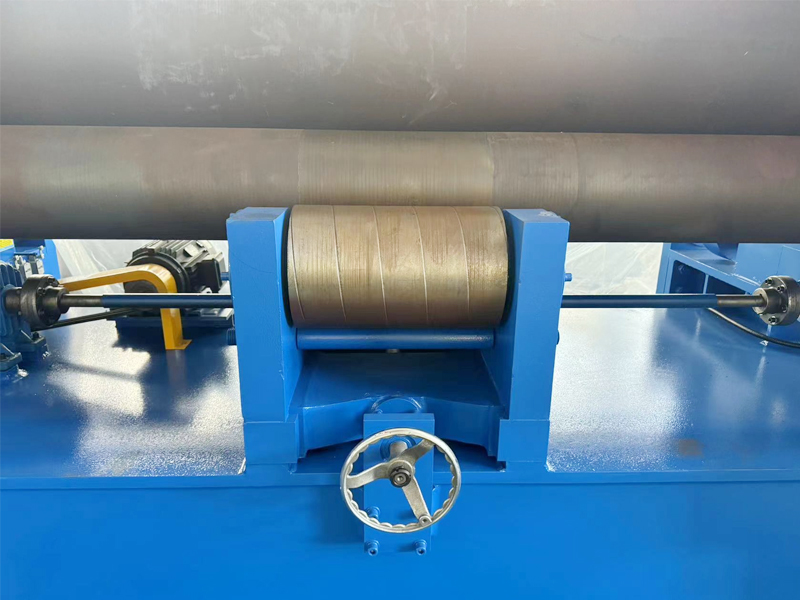 |
| Główny układ napędowy Główny układ napędowy składa się z silnika głównego, reduktora, przekładni wyjściowej itp. |  |
| Urządzenie do wywrotki Urządzenie wywrotne składa się z wałka sworzniowego, siłownika, siłownika hydraulicznego wywrotu, podpory itp.
◆ Urządzenie równoważące: Urządzenie wyważające składa się z dwóch cięgieł i belki równoważącej. ◆ Stojak: Stała i odwrócona rama do części spawanych, po starzeniu wibracyjnym spawania w celu usunięcia obróbki naprężeniowej. Rama służy do montażu siłownika hydraulicznego i przesuwania w poziomie elementów górnego walca. ◆ Płyta podstawowa: Podwozie to konstrukcja spawana skrzynkowo, poddana obróbce wyżarzania. Służy do instalowania komponentów.
|  |
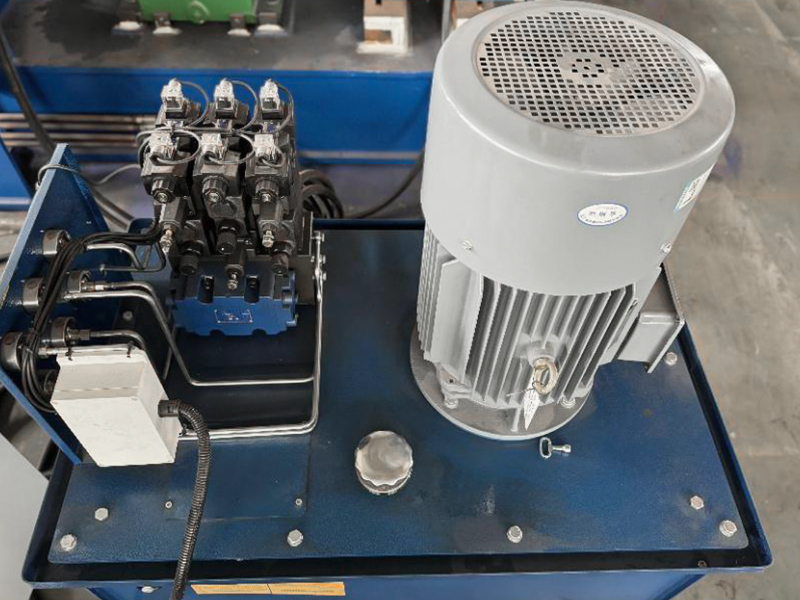
| Układ hydrauliczny Układ hydrauliczny składa się z pompy zębatej, grupy zaworów, części łączących płyn, hydraulicznych części pomocniczych itp. ◆ Różne zabezpieczenia: Podnoszenie i opadanie górnego walca jest odpowiednio chronione przez zawór nadmiarowy jako ograniczenie ciśnienia.
|  |
| Elektryczny układ sterowania Elektryczny system sterowania składa się z elektrycznej szafy sterowniczej, stołu operacyjnego i ręcznej skrzynki z przyciskami. | 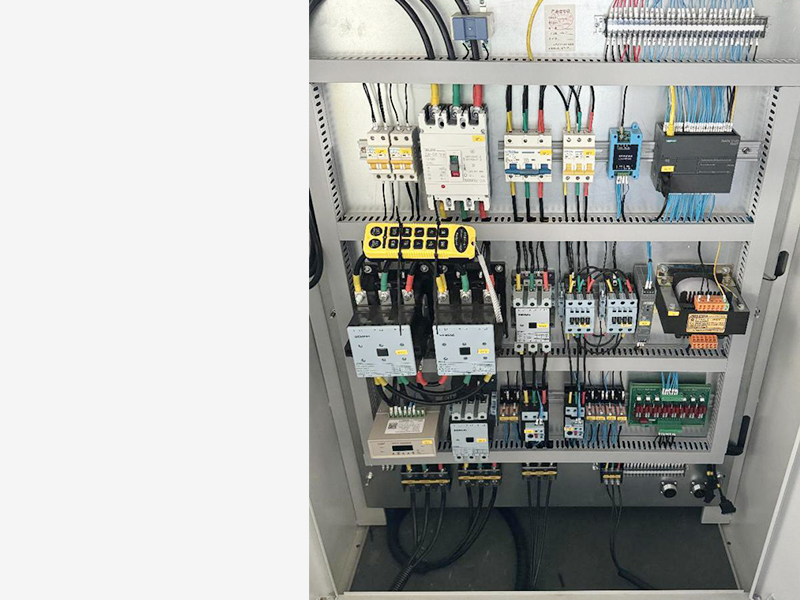 |
| Numeryczny system sterowania System CNC posiada funkcje monitorowania w czasie rzeczywistym, sterowania na miejscu oraz krótkiej pamięci elektrycznej w procesie walcowania. |  |
| Uniwersalna maszyna do walcowania blach górnowalcowych W maszynie zastosowano górny wałek w kształcie bębna i dolny wałek o mniejszej średnicy, a dolna część dolnego walca jest podtrzymywana przez wałek, który można regulować w górę i w dół. ◆ Regulacja walcowania grubych blach: Podczas walcowania grubej płyty wałek unosi się i wywiera przeciwny nacisk na dolny wałek, aby wytworzyć odwrotne ugięcie, aby skompensować nadmierne ugięcie górnego walca, aby uzyskać podobny promień krzywizny pomiędzy środkiem i obydwoma końcami produktu oraz zmniejszyć błąd jednorodności szerokości złącza wzdłużnego produktu. ◆ Regulacja walcowanego arkusza: Podczas zwijania arkusza wałek opada, tak że dolny wałek może wytworzyć pewne ugięcie pod działaniem ciśnienia roboczego, aby skompensować wpływ kształtu górnego walca, aby uzyskać środkowy i dwa końce promienia krzywizny uzwojenia produktu podobne, zmniejsz błąd jednorodności szerokości złącza wzdłużnego produktu. ◆ Kształt artykułu: Błąd jednolitości szerokości szwu wzdłużnego jest niewielki. Jeśli jest odpowiednio ustawiony, promień krzywizny środka i obu końców produktu jest dość zbliżony, a szerokość szwu wzdłużnego produktu można uzyskać z dużą precyzją. ◆ Wygięcie do tyłu: Górny wałek dociska się, podczas gdy dolny wałek się obraca; Koniec płyty przyjmuje bezpośrednie zginanie pod ciśnieniem; Nie ma tylnego narożnika, koniec pozostałej prostej krawędzi jest kontrolowany na standardowym okręgu, a okrągłość produktu jest wysoka. ◆ Gięcie symetryczne: Dolny wałek obraca się dodatnio i ujemnie, wstępnie zginając dwa końce płyty, a następnie symetrycznie uzwojenie, produkt ma kąt prosty, pozostała prosta krawędź jest trudna do kontrolowania, a produkt ma słabą okrągłość | 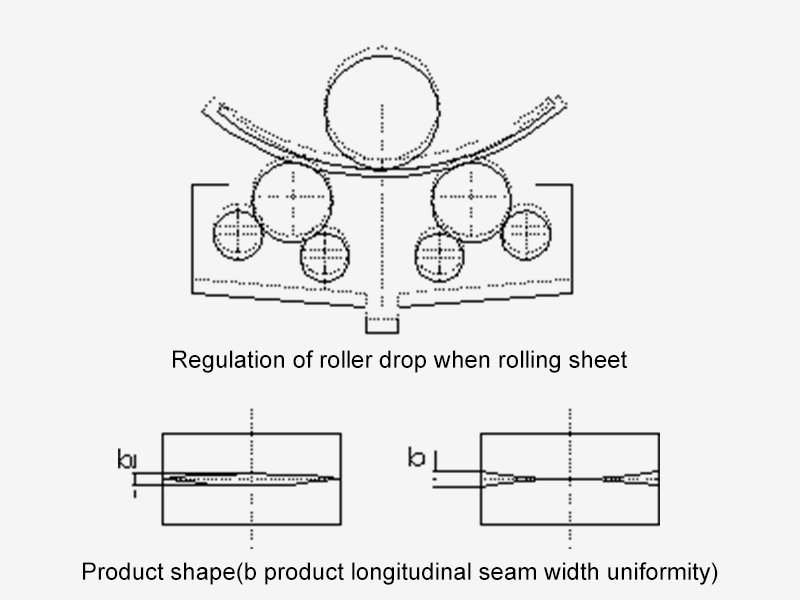 |
| Proces nawijania ◆ Zagięcie końcowe: ① Odległość pomiędzy rolkami górnym i dolnym jest oddzielona (rolka górna podnosi część). ◆ Gięcie symetryczne: ① Ustaw górny walec w pozycji symetrycznej względem dolnego walca, a następnie wprowadź go w stalową płytę. ◆ Di ładowanie: Przesuń górny walec do środkowego górnego położenia krańcowego, a w pozostałych położeniach rama wychylna nie przesuwa się. W tym momencie urządzenie wyważające równoważy walec górny. Zrzut wywrotki na stojaku. |  |
| Reset przechylania stojaka Podczas nawijania przedmiotów obrabianych w kształcie łuku kołowego i innych zwykłych czynności zginania, koniec jest zwykle wyginany jako pierwszy. | 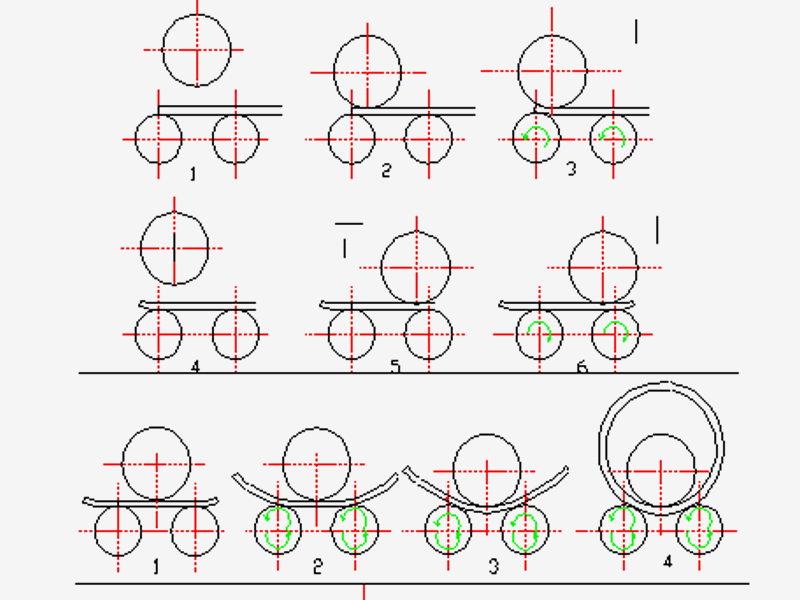 |

O NAS
Nantong Tengzhong Machinery Manufacturing Co., Ltd. Jest Chiny 3-walcowa hydrauliczna maszyna do walcowania blach dostawcy I OEM/ODM 3-walcowa hydrauliczna maszyna do walcowania blach firma, zlokalizowana w północnym skrzydle Szanghajskiego Centrum Ekonomicznego w delcie rzeki Jangcy, w strefie rozwojowej miasta Nantong Haian Libao, jest przedsiębiorstwem badawczo-produkcyjnym zajmującym się nożycami, maszynami do gięcia i walcarkami oraz innymi maszynami, badaniami i rozwojem, produkcją, sprzedażą i serwisem, jak jedna z firm specjalizujących się w produkcji nożyc hydraulicznych marki „Tengzhong”, nożyc mechanicznych, hydraulicznej maszyny do gięcia, hydraulicznej maszyny do walcowania płyt, mechanicznej maszyny do walcowania płyt, hydraulicznej maszyny do cięcia kątowego, kombinowanej maszyny do wykrawania i nożyc oraz innego sprzętu do kucia , szeroko stosowane w przemyśle lekkim, lotnictwie, przemyśle stoczniowym, metalurgii, oprzyrządowaniu, urządzeniach elektrycznych, produktach ze stali nierdzewnej, konstrukcjach stalowych i przemyśle dekoracyjnym.
Maszyny Tengzhong zawsze trzymały się koncepcji rozwoju polegającej na „produkowaniu doskonałych produktów, zapewnianiu doskonałej obsługi i zadowalaniu każdego użytkownika” i zawsze myślały o klientach i szczerze im służyły. Nie możemy się doczekać współpracy z Tobą, aby wspólnie stworzyć lepszą przyszłość!
Aktualności
-
Jul 24,2026 _Shuaibiao
-
Jul 17,2026 _ShuaibiaoStalowa płyta o szerokości 2 metrów i grubości 12 mm wchodzi na płasko do obszaru walcowania i wychodzi jako idealny cylinder w czasie krótszym niż dwie minuty. Oto c...Przeczytaj więcej
-
Jul 10,2026 _ShuaibiaoAby uzyskać precyzyjne i spójne zagięcia w produkcji metalu, należy wybrać odpowiednie maszyna do walcowania blach zależy od oceny właściwości materiału, pożąd...Przeczytaj więcej
-
Jul 03,2026 _ShuaibiaoA prasa krawędziowa zapewnia precyzyjne, powtarzalne gięcie, jeśli jest odpowiednio dopasowane do rodzaju materiału, grubości i wymagań produkcyjnych. Właściwy...Przeczytaj więcej
-
Jun 23,2026 _ShuaibiaoMost shops buying their first plate rolling machine ask the wrong question: "How many rollers do I need?" The better question is: "What kind of pre-bending accuracy do ...Przeczytaj więcej
Wiadomość zwrotna
Jakie są typowe zastosowania 3-rolkowa hydrauliczna maszyna do walcowania płyt w branżach takich jak przemysł stoczniowy, lotniczy czy konstrukcje stalowe?
3-rolkowa hydrauliczna maszyna do walcowania płyt jest szeroko stosowany w różnych gałęziach przemysłu ze względu na ich wydajność i precyzję gięcia i walcowania blach. Oto kilka typowych zastosowań w kluczowych gałęziach przemysłu, takich jak przemysł stoczniowy, lotnictwo i konstrukcje stalowe:
Okrętownictwo
Konstrukcja kadłuba: Maszyna służy do walcowania dużych płyt stalowych w cylindryczne kształty dla kadłubów statków, zapewniając integralność konstrukcyjną i optymalną hydrodynamikę.
Pokłady i grodzie: Płyty są gięte do budowy pokładów i grodzi, które wymagają precyzyjnej krzywizny, aby pasowały do konstrukcji statku.
Budowa zbiorników: Maszyny do walcowania pomagają tworzyć cylindryczne zbiorniki do przechowywania paliwa, wody i innych płynów na statkach.
Lotnictwo
Kadłuby samolotów: Maszyna do walcowania służy do formowania sekcji kadłuba samolotów, które wymagają określonych krzywizn ze względu na właściwości aerodynamiczne.
Konstrukcje skrzydeł: Zakrzywione elementy skrzydeł, takie jak krawędzie natarcia i spływu, można wytwarzać za pomocą 3-walcowej hydraulicznej maszyny do walcowania płyt.
Komponenty lotnicze: Inne części, takie jak obudowy silników i ramy konstrukcyjne, korzystają z możliwości precyzyjnego gięcia maszyny.
Konstrukcja konstrukcji stalowej
Belki i kolumny konstrukcyjne: Maszyna walcuje płyty, aby utworzyć zakrzywione belki i kolumny stosowane w projektach i konstrukcjach architektonicznych, poprawiając estetykę i wsparcie konstrukcyjne.
Mosty i wiadukty: Walcowanie blach jest niezbędne przy wytwarzaniu elementów mostów, w tym odcinków łukowych i innych zakrzywionych elementów konstrukcyjnych.
Konstrukcje przemysłowe: Służy do tworzenia zakrzywionych ram do różnych zastosowań przemysłowych, w tym do podpór maszyn i konstrukcji budowlanych.
Produkcja i fabrykacja
Zbiorniki magazynowe: Maszyna służy do walcowania płyt do budowy dużych zbiorników magazynowych stosowanych w różnych gałęziach przemysłu, takich jak ropa i gaz, chemia i uzdatnianie wody.
Zbiorniki ciśnieniowe: Maszyny do walcowania są niezbędne w produkcji zbiorników ciśnieniowych, które wymagają precyzyjnej krzywizny, aby wytrzymać wysokie ciśnienia.
Rury i węże: Może być stosowany do zwijania płyt w rury i węże o dużej średnicy do zastosowań hydraulicznych, przemysłowych i rolniczych.
Zastosowania dekoracyjne i architektoniczne
Cechy architektoniczne: Maszyna może tworzyć zakrzywione elementy budynków, takie jak łuki, kopuły i dekoracyjne fasady.
Projektowanie mebli: W przemyśle meblarskim służy do tworzenia zaokrąglonych elementów metalowych do różnych projektów mebli, poprawiając estetykę.
Energia Odnawialna
Elementy turbin wiatrowych: Maszyna służy do walcowania blach do produkcji elementów, takich jak wieże i łopaty turbin wiatrowych.
Ramy paneli słonecznych: Maszyny do zwijania można również wykorzystać do tworzenia zakrzywionych ram paneli słonecznych, przyczyniając się do rozwoju sektora energii odnawialnej.
Wszechstronność i precyzja 3-rolkowa hydrauliczna maszyna do walcowania płyt czynią je niezastąpionymi w gałęziach przemysłu wymagających dokładnego gięcia i kształtowania blach. Ich zastosowanie sięga od wytrzymałych elementów konstrukcyjnych w przemyśle stoczniowym i lotniczym po elementy estetyczne w architekturze i energii odnawialnej, co pokazuje ich kluczową rolę w nowoczesnej produkcji i budownictwie.
Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
