 Nowa generacja technologii hybrydowej olejowo-elektrycznej, oszczędność energii i redukcja emisji, wysoka wydajność i niskie ciepło oraz znacznie zmniejszony hałas podczas pracy;
Nowa generacja technologii hybrydowej olejowo-elektrycznej, oszczędność energii i redukcja emisji, wysoka wydajność i niskie ciepło oraz znacznie zmniejszony hałas podczas pracy; 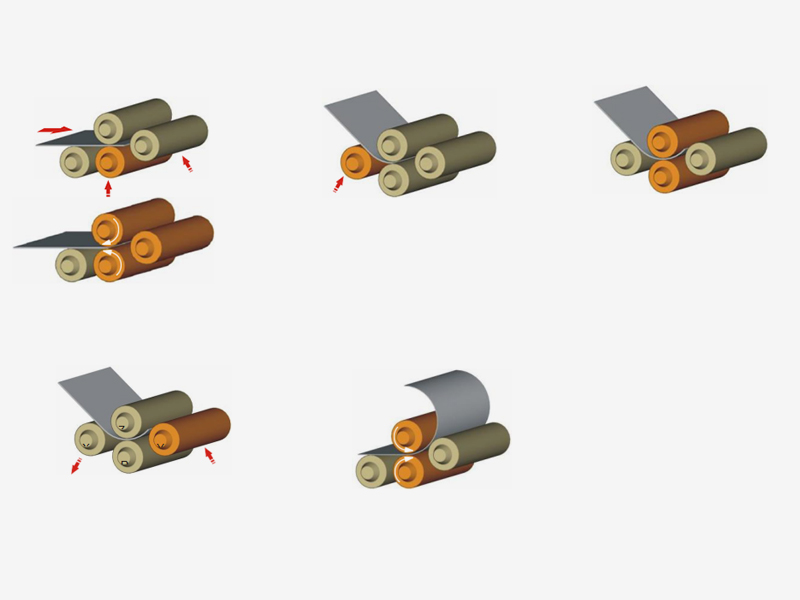










Co to jest prasa krawędziowa? Każdy zakład produkcyjny, który formuje z blachy wsporniki, obudowy lub panele konstrukcyjne, opiera się na jednej podstawowej ...
Przeczytaj więcej
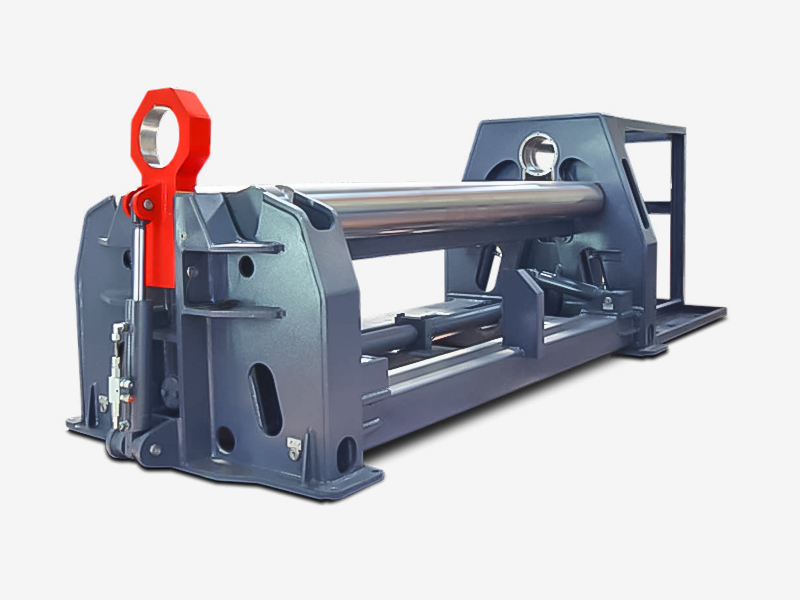
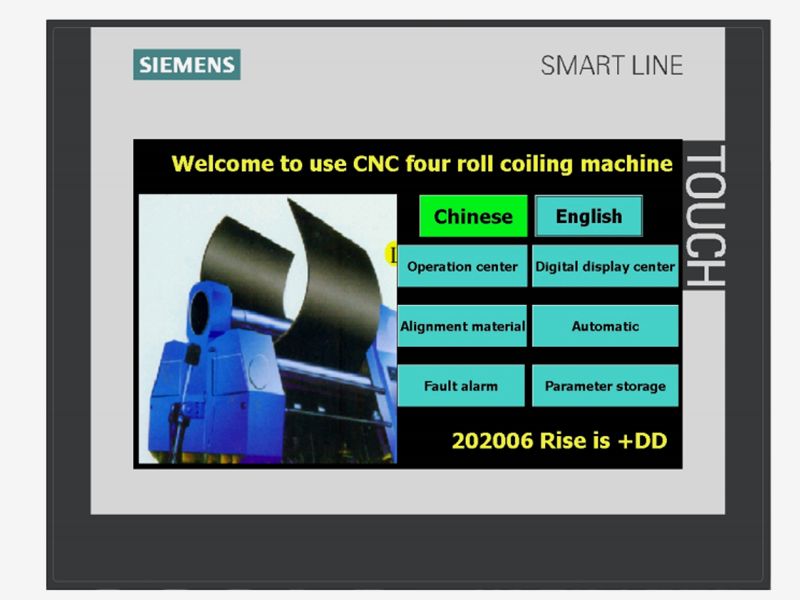
Maszyna do walcowania blach CNC 4 to zaawansowany sprzęt do walcowania blach, który może precyzyjnie kontrolować parametry procesu walcowania blach, takie jak średnica blachy, prędkość blachy, grubość itp., aby osiągnąć wysoką precyzyjne przetwarzanie. Może monitorować i dostosowywać parametry przetwarzania w czasie rzeczywistym, zapewniać precyzję i spójność przetwarzania cewek oraz spełniać różne wymagania przetwarzania. Dzięki zautomatyzowanym procedurom i modelom przetwarzania można osiągnąć zautomatyzowaną produkcję, poprawić wydajność produkcji i obniżyć koszty pracy.
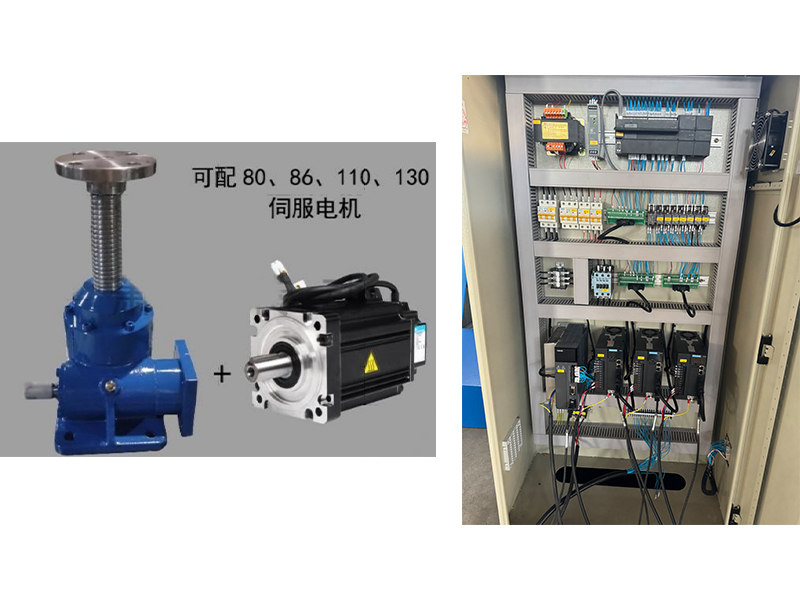
Automatyczny system nawijarki CNC jest prosty w obsłudze, system operacyjny jest stabilny, trwały i odpowiedni do każdych warunków pracy, kompletny system sterowania obejmuje:
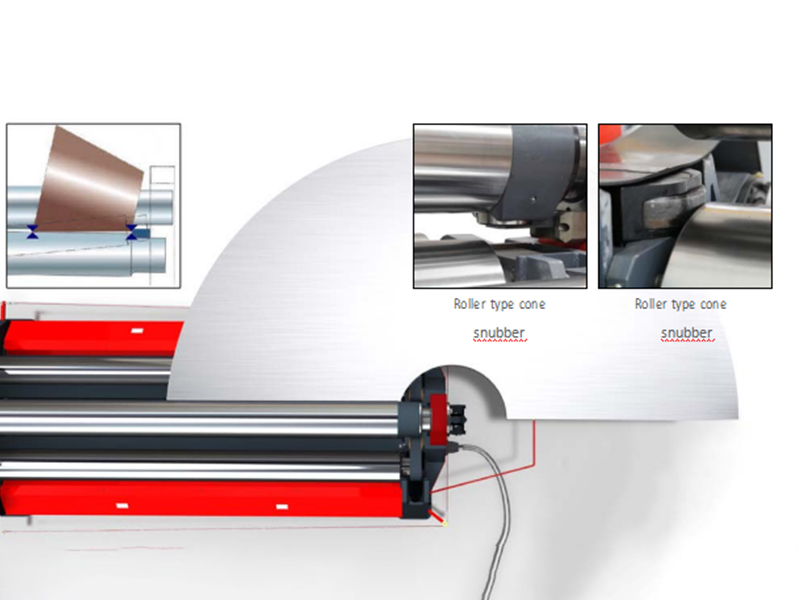
(1) Blachę umieszcza się poziomo – nie tak nachyloną jak w przypadku zwijarki trójwalcowej;
(2) Szybkie użycie rolki bocznej na płycie dodatniej (r, aby uniknąć ryzyka spowodowanego niewłaściwym działaniem);
(3) Zajmują miejsce wyłącznie po stronie załadunku;
(4) Krawędź odcinka prostego jest znacznie zmniejszona (ze względu na wyjątkową zdolność do zginania wstępnego, punkt mocowania całkowicie spada na krawędź płyty);
(5) Najłatwiejszy do walcowania sprzęt, każdy wałek boczny potrzebuje tylko jednej pozycji do formowania walcowego;
(6) Cały proces formuje się jednorazowo (założeniem jest, aby opcja wydajności urządzenia była odpowiednia), łącznie z zagięciem głowicy blachy;
(7) Gięcie blachy jest odpowiednie do wydajnej automatycznej produkcji cewek.
